


當前位置 : 首頁 > 產品中心 > 專用汽車焊接成套設備

 所有產品
所有產品 相關新聞
相關新聞



 優勢特點:適應性廣,最薄可適用0.8mm厚度, 托料輸送萬向球輥道用于拖持和輸送工件,通過人工推動工件,作為從動部件,保證了對工件的良好輸送能力
優勢特點:適應性廣,最薄可適用0.8mm厚度, 托料輸送萬向球輥道用于拖持和輸送工件,通過人工推動工件,作為從動部件,保證了對工件的良好輸送能力 適用范圍:厚度0.8mm-3mm(厚度<1.5mm的工件,焊接成品一米內允許有一個焊接缺陷),焊接長度3000mm
適用范圍:厚度0.8mm-3mm(厚度<1.5mm的工件,焊接成品一米內允許有一個焊接缺陷),焊接長度3000mm 產品簡介:
產品簡介:主要由機座、琴鍵夾具、橫梁及行走小車、焊縫對中裝置、焊槍到位機構及調節機構、人行平臺等組成。并配置相應的電纜總成、氣管、水管等



 郵箱 : jnhfsk@126.com
郵箱 : jnhfsk@126.com  手機: 18653180816
手機: 18653180816一、 設備配置
該焊接設備常規配置如下:
1) 3米拼板自動焊接專機 PB-第三代 1套
2) 送料(出料)平臺 各1臺
3) 氣路系統 1套
4) 電氣控制系統 1套
5) 國內或者國際品牌焊機 1套
二、 適用范圍及焊接特點
1. 適用范圍:厚度0.8mm-3mm(厚度<1.5mm的工件,焊接成品一米內允許有一個焊接缺陷),焊接長度3000mm
2. 工件材質:鋁、不銹鋼
3. 工件狀態:工件焊接面平整,對接無間隙
4. 工件表面狀態:無油污、銹蝕等
5. 開始焊接前無需電焊,焊接過程中焊縫不會開裂

三、 工作原理
1)、送料平臺 長度3米,寬度1.5米
托料輸送萬向球輥道用于拖持和輸送工件,通過人工推動工件,作為從動部件,保證了對工件的良好輸送能力。
主要由機座、琴鍵夾具、橫梁及行走小車、焊縫對中裝置、焊槍到位機構及調節機構、人行平臺等組成。并配置相應的電纜總成、氣管、水管等
拼板最大有效焊接長度 | 3000mm |
厚度 | 0.8mm-3mm |
拖板水平行程 | 100mm |
拖板垂直行程 | 100mm |
行走小車最大行程 | 3000mm |
壓緊氣缸行程 | 75mm |
行走小車速度 | 0-3000mm/min |
主機重量 | 約2.5T |
a) 工件壓緊采用兩側氣缸帶動升降座的壓緊方式,簡單可靠。升降座上安裝有黃銅琴鍵及調整裝置,可實現兩側琴鍵橫向調整;壓緊琴鍵寬度在400-500mm之間,保證其整體的直線度和平整度。
b) 具有焊接對中裝置,便于實現工件與銅襯墊成型槽之間的對中;
c) 采用控制臺操作方式,操作方便、靈活;
d) 電纜安裝在坦克鏈保護套內,運行協調穩定;
e) 焊接對接處采用水冷襯墊,確保焊縫可靠成型和連續工作;
1.機座
機座為鋼結構件,采用優質鋼組焊后去應力處理,具有足夠的剛性和強度,能滿足整機的要求,其底腳可用地腳螺栓固定于基礎上。
3.橫梁、小車
在左夾具體上固定橫梁,橫梁側面上、下有高精度直線導軌,頂面安裝齒條,小車在橫梁導軌上移動。由于采用直線導軌,小車運行輕便靈活。小車運行由伺服電機經減速器,再經齒輪、齒條實現直線運動。小車行走速度為0~3000mm/min。
4.壓緊系統
由換向閥、鎖緊回路、氣缸、氣管等組成。
5焊槍到位和調節機構
焊槍到位機構安裝在橫移小車上,由氣缸驅動,方便焊接時焊槍的快速到位。十字拖板安裝在到位機構上。在外層拖板的移動塊上固定支承板、焊槍座、焊槍等部件
十字拖板也可用于調節焊槍水平和垂直初始位置,調整行程100X100mm,保證焊槍到達預焊位置。
5.人行平臺
在壓緊梁橫梁另一側設有走臺,供操作人員工作及檢修時方便行走,外側設有護欄,確保操作人員的安全。
整機電氣控制系統采用集中控制和遠控相結合的控制方式,主要有電控箱、操作箱,可在行走平臺上操作。
小車運動采用交流伺服電機無級調速,起動力矩大,速度平穩,在網路電壓波動±10%時,焊接速度波動值不超過±3%。
焊接操作控制箱安裝在焊車行走機構上,方便焊接操作。上有速度調整旋鈕、數字速度顯示裝置,各種調整按鈕和自動焊接按鈕、故障急停、電源和報警指示等功能,電氣控制分為調整和焊接兩種狀態,在“自動”狀態下可實現焊接過程的自動完成,焊接參數可實現過程隨時調整。
四、 關鍵件清單
序號 | 關鍵部件名稱 |
1 | 拼板焊主體(含送出料臺) |
2 | PLC |
3 | 焊機、填絲裝置 |
4 | 水冷機 |
5 | 送絲機 |
6 | 塑料拖鏈 |
7 | 中間繼電器 |
8 | 觸摸屏 |
9 | 直線導軌 |
10 | 深溝球軸承 |
11 | 空氣開關 |
12 | 按鈕開關 |
13 | 接觸器 |





 華飛數控服務熱線:18653180816
華飛數控服務熱線:18653180816
 重點產品分類
重點產品分類


 在線報價
在線報價 電話 : 18653180816
電話 : 18653180816 產品詳情
產品詳情 產品詳情
產品詳情 樣品展示
樣品展示 樣品展示
樣品展示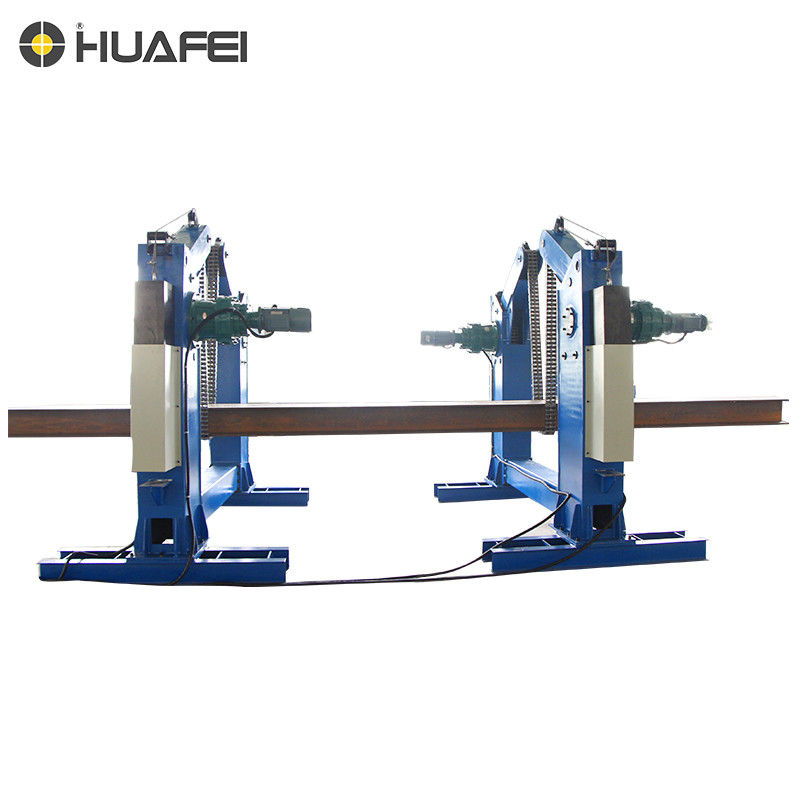









 18653180816
18653180816 jnhfsk@126.com
jnhfsk@126.com 濟南市歷城區華山開發區同華路12號
濟南市歷城區華山開發區同華路12號


 微信在線詢價
微信在線詢價