


 所有產品
所有產品 相關新聞
相關新聞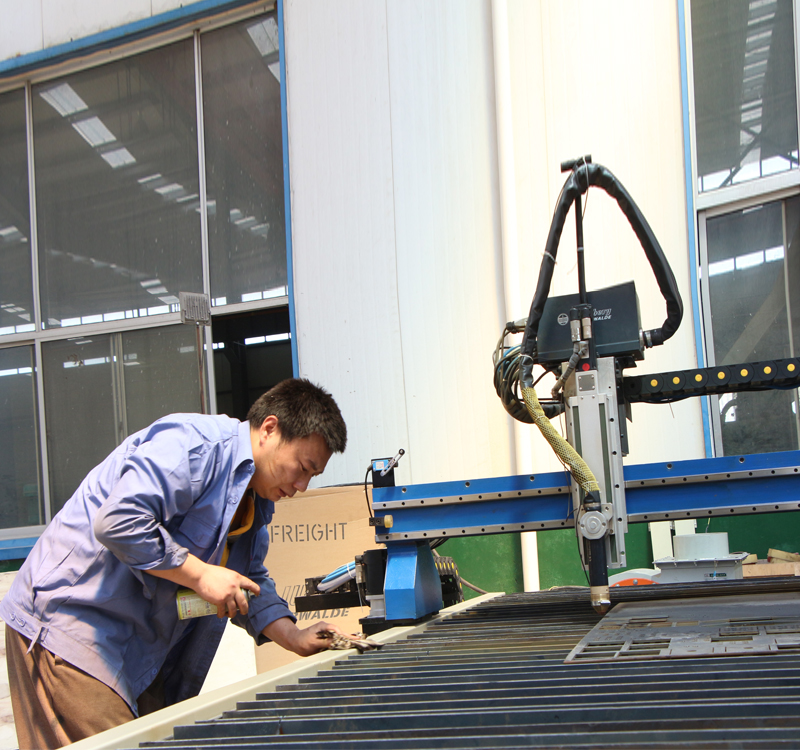
數控切割機運行過程中,當電源頻率不夠穩定時,人就不能正常完成工作,很多情況下還會出現一些問題。但是數控切割機的電源頻率怎么控制呢?下面這篇文章是對這個問題的詳細介紹。我們來看看怎么調整。 數控切割機的加工需要等離子電源提供穩定的等離子弧。一般認為等離子電源的使用時間不宜過長,這一方面是由這類硬件設備的使用壽命決定的,另一方面是由一些數控切割機的臨時供電負載率決定的。 同時,為了獲得高壓縮性的等離子弧切割電弧,切割噴嘴采用了更小的噴嘴孔徑、更長的導管長度和增強的冷卻效果,這可以增加通過噴嘴有效截面的電流,即電弧的功率密度增加。但同時壓縮也增加了電弧的功率損耗。所以實際用于切割的有效能量小于電源輸出的功率,其損失率一般在25%-50%之間。水壓縮等離子弧切割等方法能量損失率較大,在設計切割工藝參數或切割成本經濟核算時應予以考慮。 為了方便大家理解,下面舉一個數控切割機使用電源頻率的例子:工業上使用的金屬板厚度大多在50mm以下,在這個厚度范圍內用常規等離子弧切割往往會形成大尺寸和小尺寸的狹縫,狹縫的上緣也會導致切口尺寸精度下降,增加后續加工能力。用氧氮等離子弧切割碳鋼、鋁、不銹鋼時,板厚在10~25mm范圍內,材料越厚,端刃垂直度越好,刃口角度誤差1 ~4度。當板厚小于1mm時,隨著板厚的減小,切口角度誤差從3 ~4度增加到15 ~25度。 一般認為,這種現象是由于等離子體射流在切割面上的熱輸入不平衡造成的,即等離子體電弧的能量在上部比下部釋放得更多。這種能量釋放的不平衡與許多公寓參數密切相關,如等離子弧的壓縮程度、切割機噴嘴到工件的距離等。增加電弧的壓縮程度可以延長高溫等離子體射流,形成更均勻的高溫區。同時,提高射流速度可以減小上下缺口的寬度差。 但是常規噴嘴的過度壓縮往往會導致雙弧現象,不僅會損失電極和噴嘴,使切割過程無法進行,還會導致切割質量下降。另外,切割速度太大,噴嘴高度太大,會導致切口上下寬度差增大。


 華飛數控服務熱線:18653180816
華飛數控服務熱線:18653180816
 重點產品分類
重點產品分類


 18653180816
18653180816 jnhfsk@126.com
jnhfsk@126.com 濟南市歷城區華山開發區同華路12號
濟南市歷城區華山開發區同華路12號


 微信在線詢價
微信在線詢價